 MTI UK
MTI UK  FWT
FWT
When we first introduced Low Force Friction Welding, we fielded a lot of questions from customers: How could this new solid-state joining technology improve their processes? Were those benefits significant enough to switch from traditional friction welding? And… could Low Force Friction Welding help save them time and money?
An automotive company recently approached MTI with many of those same questions and ultimately determined Low Force Friction Welding would add significant value to their company, processes, and application.
In this case study, we will outline this specific customer’s needs, the benefits of Low Force Friction Welding and how our new technology helped this automotive company become more efficient.
UNDERSTANDING LOW FORCE FRICTION WELDING
The Low Force Friction Welding process uses an external energy source to raise the interface temperature of the two parts being joined, thereby reducing the process forces required to make a solid-state weld compared to traditional friction welding. The process applies to both linear and rotary friction welding.
BENEFITS OF LOW FORCE FRICTION WELDING
Because less force is used, the Low Force Friction Welding process has several advantages over traditional friction welding:
- Welds can be made with little or no flash
- Joining of components previously limited by friction welding
- Reduced machine footprint
- Reduced weld cycle time
- Higher orientation precision
- Part repeatability
Low Force Friction Welding also shares all the same benefits of traditional friction welding, but the benefits are maximized – that’s why we often refer to Low Force Friction Welding as an optimized form of traditional friction welding.
Now, let’s explore how Low Force Friction Welding specifically added benefits for this customer.
SEEKING A SOLUTION
This particular company contacted MTI regarding an automotive tubular application. They wanted to find a way to join the aluminum part with minimal interior (ID) flash formation.
Traditional Rotary Friction Welding (either Direct Drive or Inertia Friction Welding) creates a very strong solid-state bond, but it requires a significant amount of upset to achieve this weld strength. The flash formation resulting from this upset material is volumetrically equal on the OD of the Tube and the ID of the Tube. Given that the ID is a small space, the ID Flash is a prominent feature that can cause space constraints (if there are other assembly parts inside the tube) or stress risers due to the flash morphology. Reducing the volume of flash is possible using Low Force Friction Welding.
At this point in the process, the customer wasn’t yet sure whether inertia friction welding, Rotary Friction Welding or Low Force Friction Welding would be a better fit – so our team of engineers helped the company evaluate both.
Thanks to MTI’s robust weld development process, we were able to conduct several tests with the company’s materials – using both our legacy and our newest solid-state joining technologies.
Inside our Manufacturing Services facility, we were able to take advantage of our in-house metallurgical lab and state-of-the-art friction welders suited for prototyping.
Only a few steps into the weld development process, Low Force Friction Welding was already proving its value.
SUCCESS IN NUMBERS
To help showcase the possibilities to our customer, we worked with EWI to demonstrate Low Force Friction Welding, producing a low-upset weld with minimal ID flash. In fact, MTI was able to produce welds with varying amounts of flash in order to optimize the weld results with production requirements.
When the optimized results of Low Force Friction Welding were compared with Inertia friction welding, Low Force Friction Welding was able to provide a 60 percent reduction in upset and a smooth ID flash morphology for this automotive tubular application. This reduced ID flash formation allowed the customer to skip the flash removal process on the ID altogether, reducing the investment in machining of the parts for production.
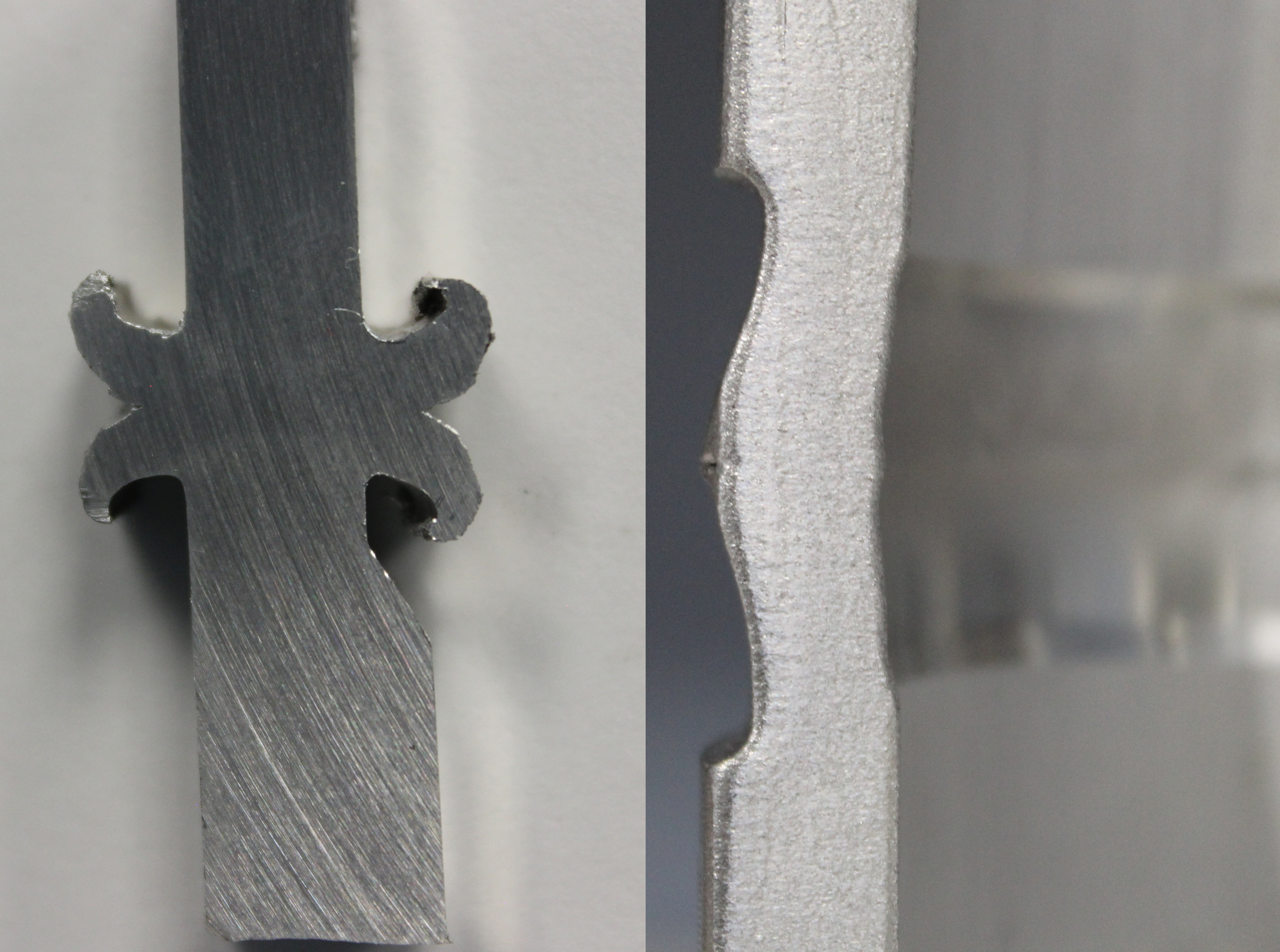
Comparison of flash formation on a traditional inertia friction weld (left) and a Low Force Friction weld (right)
If the customer had been unable to find a way to produce a part without ID flash, they would have had to purchase a traditional Rotary friction welder and two lathes to help support the flash removal process.
Not only was Low Force Friction Welding proving itself to be a more economical option in terms of upfront machinery costs, but it also proved to be a quicker, more efficient option for the company.
Low Force Friction Welding was able to improve the customer’s cycle time by 60 percent when compared with traditional friction welding – a significant improvement that allowed the company to reach higher part volumes.
PROVING THE STRENGTH
At this point in the process, MTI proved to the customer we can achieve a low-upset weld with no ID flash, eliminating the need for flash removal and extra machinery, but we still had to demonstrate the weld strength.
For this tube-to-tube application, we were able to produce high quality welds with high tensile strength, roughly 65 percent of the aluminum parent material – a similar result produced by inertia friction welding at 68 percent.

BRINGING IT ALL TOGETHER
A low-flash, quick and high-strength weld – our results checked all the boxes for our customer. While this automotive company could have opted for MTI to handle the joining in our facility, this project motivated the company to purchase its own Low Force Friction Welding machine.
"This is a textbook success story of Low Force Friction Welding," MTI President and CEO Dan Adams said. "We were able to prove to a customer that our new technology provided enough of a benefit to justify investing in their own machine. It proves the value of our weld development process and excites us about the possibilities of how else Low Force can help the automotive industry."
To read more about how Low Force Friction Welding can help the automotive industry, click here.
Then, contact us to start a conversation to learn more about the technology or to get started on a weld development.