 MTI UK
MTI UK  FWT
FWT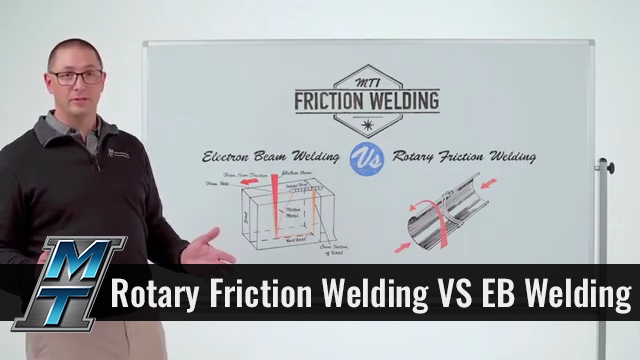
If you’ve been following along with our White Board Wednesday series, you should now be familiar with not only how our friction welding technologies compare to one another, but also how they stack up against other types of welding.
In this episode, we will explain the differences between friction welding and, arguably, one of its biggest competitors: electron beam welding.
To the untrained eye, the results produced by Rotary Friction Welding and electron beam welding may look fairly similar, but there is a fundamental difference that’s important to point out before we dive in deeper.
DEFINING ELECTRON BEAM WELDING
In electron beam welding, a beam of electrons impinges upon the material and traverses along the weld seam, leaving a wake of molten materials. It then re-solidifies to complete the weld.
WHAT IS FRICTION WELDING?
In Rotary Friction Welding, one part is rotated at a high speed and is pressed against another part that is held stationary. The resulting friction heats the parts, causing them to forge together. During the friction welding process, parts never reach the melting point, making the weld properties for this solid-state technology superior to welds created with fusion processes such as electron beam welding.
Though Rotary Friction Welding does hold the advantage for weld strength, there is one benefit to electron beam welding that could make the process look more attractive on the production floor – but that advantage does have its limitations.
CONTROLLED VS. UNCONTROLLED ENVIRONMENTS
Electron beam welding is performed in a controlled environment and does not require post-weld machining to create a finished product. This could put electron beam welding in a more favorable position for some companies, but the time theoretically saved by skipping post-weld machining could be lost before the process even begins. This is because electron beam welding often requires pre-machining to achieve desired results.
Rotary Friction Welding, on the other hand, is not performed in a controlled environment. With this process, some welds leave behind a flash formation on the part that may need to be removed with post-weld machining in order to achieve tight tolerances. However, friction welding does offer the advantage of very little to no pre-machining which results in a similar cycle time to electron beam welding.
This leads to one of the last major benefits to friction welding –what happens after the flash is removed.
THE INSPECTION PROCESS
Once an electron beam weld is complete, post-weld inspection is required. If the beam doesn’t impinge far enough or goes too far, a defect can form. While it is possible to repair an electron beam weld, it decreases the life of the component.
Post-weld inspection is a quicker, more efficient process with friction welding – and that’s thanks to the robust weld development process offered by MTI. It takes the guesswork out of friction welding and helps improve repeatability and create an overall more reliable product.
THE TAKEAWAY
Overall, the biggest difference between rotary friction welding and electron beam welding is that friction welding is a solid-state process, meaning you will achieve parent material strength compared to a melted product produced by electron beam welding.
While MTI does not perform electron beam welding, we are experts in various types of friction welding – namely Low Force Friction Welding, which can eliminate the need to remove flash altogether.
CONTACT US
If you have a sample you’d like us to demonstrate with any of our friction welding technologies, we can work together at our contract friction welding facility to develop a process that works for you.
Contact us today to start the conversation.
Also, check out the rest of our White Board Wednesday series to explore additional benefits of friction welding.