 MTI UK
MTI UK  FWT
FWT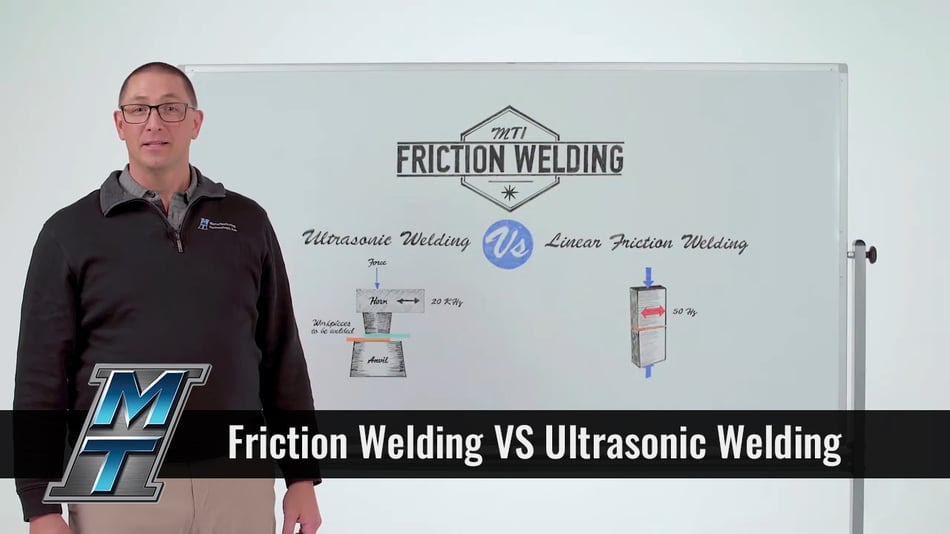 Allow us to take a guess – you landed on this blog because you have two pieces of material you need to stick together but you aren’t sure which method would offer the best results for your application.
Allow us to take a guess – you landed on this blog because you have two pieces of material you need to stick together but you aren’t sure which method would offer the best results for your application.
We can’t blame you for having questions – after all, if you input “types of welding” into your favorite search engine, you’ll get roughly 143,000,000 results. Don’t believe us? Try it for yourself… we’ll wait.
In this episode of White Board Wednesday, we’ll help you narrow down your search by comparing two popular forms of welding – linear friction welding and ultrasonic welding – and explain how they stack up against each other.
BEGINNING THE COMPARISON
As the global leader in friction welding, MTI offers several forms of friction welding – linear friction welding included. In addition to our unmatched expertise on the technology, we also build linear friction welders for the solid-state joining of materials that don’t rotate and are better suited for oscillatory motion.
Because linear friction welding and ultrasonic welding look a lot alike – we’re often asked to compare the two technologies.
A NOTABLE DIFFERENCE
A typical ultrasonic weld might be used for something like a tube of toothpaste. If you have one handy, look at the crimping on the bottom of the tube – that’s actually an ultrasonic weld. Ultrasonic welding is a good choice for joining plastics.
Friction welding is not ideal for welding plastic, nor does MTI make machines that weld plastics. However, we have built very small machines. Our microwelder was recently delivered to EWI, which has very low forces and low frequencies so it’s still suitable for very small metal parts instead of welding plastics.
In Linear Friction Welding (and all other forms of friction welding), we’re welding pieces of metal together. This technology is commonly used to join titanium bladed disks (or blisks) for jet engines. Linear friction welding is also ideal for joining dissimilar metals.
LINEAR FRICTION WELDING: A CLOSER LOOK
In Linear Friction Welding, we have a forge force that we are applying normal to the weld interface and oscillating back and forth to get the relative motion in order to generate heat needed for forging.
In this case, we are using a forge force that’s measured in tons (10s of tons, even 100 tons) and we have an oscillatory motion that’s measured in hertz (about 50 hertz or less) with amplitude in the millimeter range.
ULTRASONIC WELDING
In ultrasonic welding, we have a much smaller forge force – we’re talking in the pounds range. We still have the oscillatory motion for relative motion, but now we’re measuring in kilohertz. So, in this case, 20,000 hertz vs. 50 hertz – that’s a big difference from a surface velocity perspective. Plus, the amplitude is significantly smaller – fractions of a millimeter – to make this weld.
THE TAKEAWAY
Linear Friction Welding and ultrasonic welding are similar in terms of the motion and use of force to make a weld. However, ultrasonic welding uses fast motion with low forces while linear friction welding uses slower motion and higher forge forces because we’re dealing with metals instead of plastics.
REACH OUT TO US
If you have a linear friction welding application, contact us and we can do a weld demonstration and specify a piece of equipment that you need for production.
Also, check out the rest of our White Board Wednesday series to explore additional benefits of friction welding.